|
新聞中心
高錳酸鉀在塑料電鍍中的應用及工藝優化2064
發表時間:2022-02-17 11:55作者:孫盾來源:《材料保護》 傳統的鉻酸粗化對環境有嚴重污染。選用高錳酸鉀替代鉻酸粗化ABS塑料,在塑料基體上化學鍍鎳后電鍍銅鎳,探討了粗化時間、溫度和高錳酸鉀濃度對化學鍍鎳層品質的影響,并以化學鍍鎳層的表面狀態和結合力為評價標準,確定了高錳酸鉀粗化的最佳工藝。結果表明:20g/L高錳酸鉀,粗化溫度70℃,粗化時間40min時的粗化效果最優;所得的銅鎳鍍層光亮、均勻,實現國家標準品質需要;高錳酸鉀最佳粗化工藝下粗化效果良好,可滿足生產需要,且對環境污染小,具有廣闊的應用前景。
塑料表面金屬化可以使之兼具金屬和塑料的優點,極大地拓展了塑料的應用領域。選用電鍍使塑料表面金屬化,關鍵在其表面的前處理,形成最佳的粗糙度,從而使敏化、活化、化學鍍等順利進行。 目前,國內塑料電鍍普遍選用鉻酸粗化,雖然粗化效果顯著,但步驟繁瑣,且會產生含鉻污水,嚴重污染環境,在一定程度上阻礙了塑料電鍍的開發。為了減少環境污染,新的塑料鍍前處理工藝和方法有待開發。 本實驗以高錳酸鉀替代鉻酸對ABS塑料進行粗化前處理,研究了粗化時間、溫度以及粗化液濃度對鍍層品質的影響,并與傳統鉻酸粗化工藝進行對比,以期實現與鉻酸粗化相當的鍍層品質。 一、實驗設計 1.1 材料與工藝 基材為ABS塑料,尺寸為5 cmx 5 cm;高錳酸鉀(工業級、含量99.4%),廣州市賀隆貿易有限公司提供;其他化學試劑均為分析純。 1.2 工藝流程: ABS塑料—去除內應力—化學除油—水洗—酸洗—水洗—粗化—水洗—中和還原—水洗—敏化—水洗—活化—水洗—還原—水洗一化學鍍鎳—電鍍銅鎳。 化學除油:16 g/L NaOH,18 g/L Na2C03,14 g/L Na3P04,5?8 mL添加劑(OP乳化劑),溫度45 ℃,時間 20~30 min。 酸洗:56 g/L H2S04,溫度 50~52℃,時間 2 min。 高錳酸鉀粗化:5~25 g/L高錳酸鉀,20 g/L NaOH,溫度 40~80 ℃;,時間 10~50 min。 鉻酸粗化:380~430 g/L三氧化鉻,400~440 g/L硫酸,溫度50?60 ℃,時間20~30min。 中和還原:30 g/L亞硫酸鈉,常溫,2 min(第1步);20 mL/L鹽酸,常溫,1min(第2步)。 敏化:20~30 g/L二氯化錫,40~50 mL/L鹽酸(質量分數37 % ),溫度20~30℃,時間5~10min。 活化:3~8 g/L硝酸銀,5~10 mL氨水(質量分數 25 % ),溫度 15~35 ℃,時間 5~10 min。 還原:1 g/L氫氧化鈉,1 g/L硼氫化鉀,室溫,時間2 min 化學鍍鎳:30 g/L NiS04,10 g/L乙酸鈉,10 g/L檸檬酸鈉,15 g/L次亞磷酸鈉,pH值4.0~4. 5,溫度85℃,時間 20~30 min。 電鍍銅鎳:采用常規電鍍銅鎳工藝,時間1 h。 性能測試采用劃格法和冷熱循環法測試化學鍍鎳層以及電鍍銅鎳層的結合力。 劃格法:采用GB/T 9286 —98進行劃格試驗。用鋒利刀刃在鍍件上縱橫各劃10條劃痕,間距均為1mm,劃痕露出塑料基體,然后用規定的膠粘帶壓粘,在拉開膠粘帶時鍍層至少有90%不脫落即為合格。 冷熱循環法:按GB/T 12610 —90,鍍件經—40,20,75,20 ℃,分別處理1 h為1個循環周期,共試驗4個循環周期,試驗后目視檢查,試樣無起泡、起皺、裂紋、脫裂等現象則為合格。 采用掃描電子顯微鏡(SEM)觀察鍍層形貌;采用電化學工作站測試化學鍍過程中的電位—時間曲線,測試時間為1400秒。
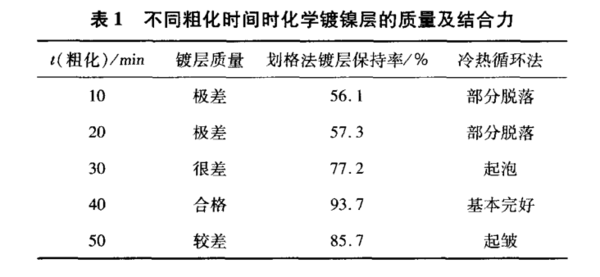
二、 實驗結果與討論 2.1高錳酸鉀粗化工藝對化學鍍鎳層的影響 2.1.1 粗化時間 15 g/L高錳酸鉀60℃粗化10~50 min時,化學鍍鎳層的質量及結合力狀況見表1。
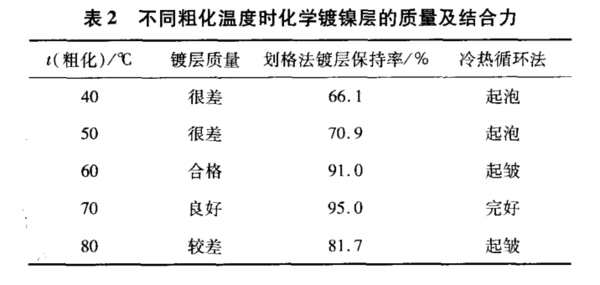
由表1可知:化學鍍鎳層的結合力隨著粗化時間的延長先增加后下降;粗化10 min時,鍍層褶皺,起皮較多,色澤暗淡,質量最差;粗化40 min時,鍍層沒有明顯的起皮、褶皺和脫落現象,光亮平滑,結合力最優,質量基本合格;繼續延長粗化時間,鍍層結合力下降。這是因為粗化時間過短,塑料表面達不到刻蝕的效果,而粗化時間過長又導致粗化過度,鍍層質量不理想。因此,此工藝條件下,最佳粗化時間為40 min。 2.1.2 粗化溫度 15 g/L高錳酸鉀40~80℃粗化40min時,化學鍍鎳層的質量及結合力狀況見表2。
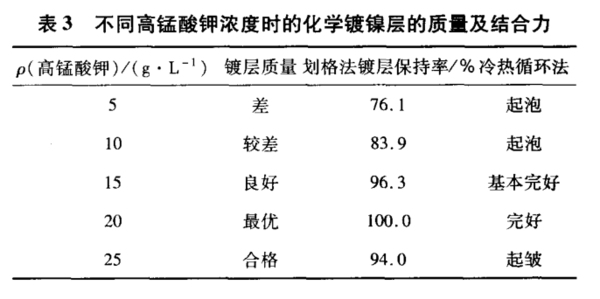
由表2可知:粗化溫度為40℃時,鍍層嚴重脫落,且粗糖、暗淡;隨著粗化溫度升高,鍍層結合力增強;當粗化溫度為70℃時,鍍層結合力最優,質量合格,冷熱循環后鍍層完好;繼續升溫,鍍層結合力下降。這是由于溫度過高時,反應速度過快,塑料表面粗化過度。因此,在此工藝條件下,最佳粗化溫度為70℃。 2.1.3 高錳酸鉀濃度 5~25 g/L高錳酸鉀70℃粗化40min時,化學鍍鎳層的質量及結合力狀況見表3。
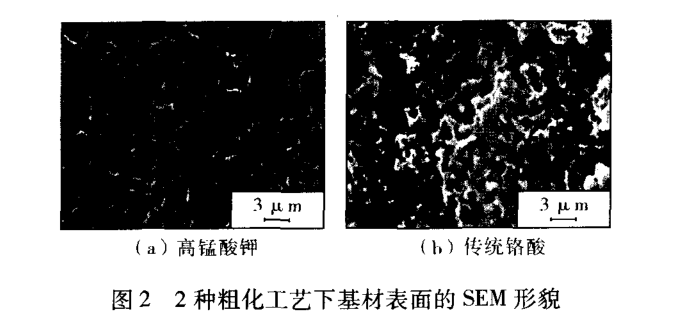
由表3可知:隨著高錳酸鉀濃度增大,鍍層質量提高;高錳酸鉀濃度為20 g/L時,結合力最好,鍍層質量最優;高錳酸鉀濃度為15 g/L和25 g/L時鍍層質量也合格。高錳酸鉀濃度為20 g/L時,基材表面微孔數量最多;高錳酸鉀濃度為15 g/L和25 g/L時,刻蝕效果依次變差。因此,高錳酸鉀最佳濃度為20g/L。 2.2高錳酸鉀粗化和傳統鉻酸粗化對比 2.2.1 基材表面形貌 高錳酸鉀最佳粗化工藝和傳統鉻酸粗化工藝粗化后,基材表面的SEM形貌見圖2。
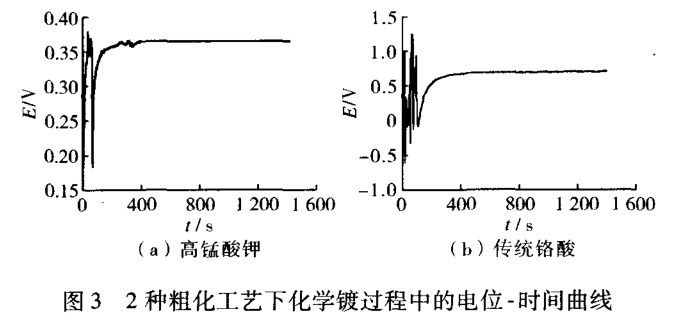
由圖2可以看出:鉻酸粗化后,基材表面形成了大量微孔,相連形成數量可觀的孔洞,蝕刻較深,有利于后序的敏化、活化吸附更多的活性物質;高錳酸鉀粗化,雖然基材表面的大孔洞較少,蝕刻較淺,但是依然形成了很多的微孔,其粗化效果已接近鉻酸粗化的水平。 2.2.2 開路電位—時間曲線 高錳酸鉀最佳粗化工藝和傳統鉻酸粗化工藝粗化后,化學鍍過程中的電位—時間曲線見圖3。
由圖3可知,在電位恒定之前,2種粗化工藝電位波動都較大,都有1個極小值,這是由于升溫快而導致局部鍍液不均勻,電極浸入鍍液瞬間反應尚未進行,表面集中了少量Ni2+和大量帶負電的配位離子[3],導致電位負移,最后達到極小值。對比圖3a和3b,兩者電位開始呈線性變化的時間分別為63 S和110 s,恒定電位值分別為0.36V和0.70 V。鉻酸粗化后,形成多且深的孔洞,吸附了更多的Ni2+進行氧化還原反應,因而恒定電位大;高錳酸鉀粗化后,達到平衡電位的時間短,可能是因為經高錳酸鉀粗化后,敏化、活化效果好,表面活性中心較多,從而迅速達到了平衡電位。
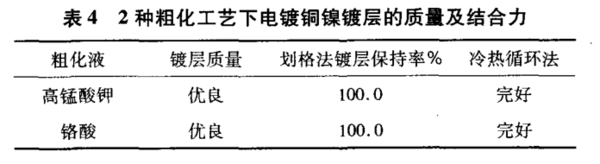
2.2.3 銅鎳鍍層質量對比 高錳酸鉀最佳粗化工藝和傳統鉻酸粗化工藝粗化后,化學鍍鎳層上的電鍍銅鎳鍍層的質量及結合力狀況見表4。
由表4可知:兩種粗化工藝下,銅鎳鍍層的結合力均達到最優,且鍍層光亮平滑,無任何起皮、脫落現象。這表明高錳酸鉀最佳粗化工藝的粗化效果理想,滿足生產要求,完全可以替代鉻酸作為無鉻前處理。 三、 結論 (1)高錳酸鉀粗化的最佳工藝條件:20 g/L高錳酸鉀,粗化溫度70 ℃,粗化時間40 min。 (2)在此最佳粗化工藝條件下,所獲得化學鍍鎳層以及電鍍銅鎳層光亮平滑,結合力達到最優,能禁受冷熱循環測試,達到GB/T 12610 —90質量標準,滿足生產要求,完全可以取代鉻酸作為無鉻前處理,減小對環境的污染。 產品推薦:高錳酸鉀 |